As the automotive industry continues to grow, more and more wheels are being created. There are several methods in creating these wheels, but flow forming has been proven to create top notch performance wheels in terms of weight and structure.
We will explain how our wheels are created, with actual photos taken from our factory. Due to contractual issues, photos of the flow form machine will be omitted.

Before the process begins, we run tests on samples from the aluminum alloy batches used to make our wheels.
Using a spectrometer, we measure how much of each metal alloy is in our samples. They must meet a standard and if not, the aluminum alloy batch is completely disposed of.

After the batch of aluminum alloy passes our test, we melt it in a furnace and pour it into our mold. Each mold is engineered with cooling tubes to ensure a steady and uniform cooling rate. A strictly regulated cooling temperature helps to strengthen the structure of each cast.
Then, the casted wheel is broken out of the mold and slowly dropped into another cooling tank.

The wheels are transported from the cast machine and into a large oven where they are heat treated, to reinforce the structure of the wheel.
After the heat treatment, each wheel goes into the CNC Lathe Area to have its face and barrel machined out.
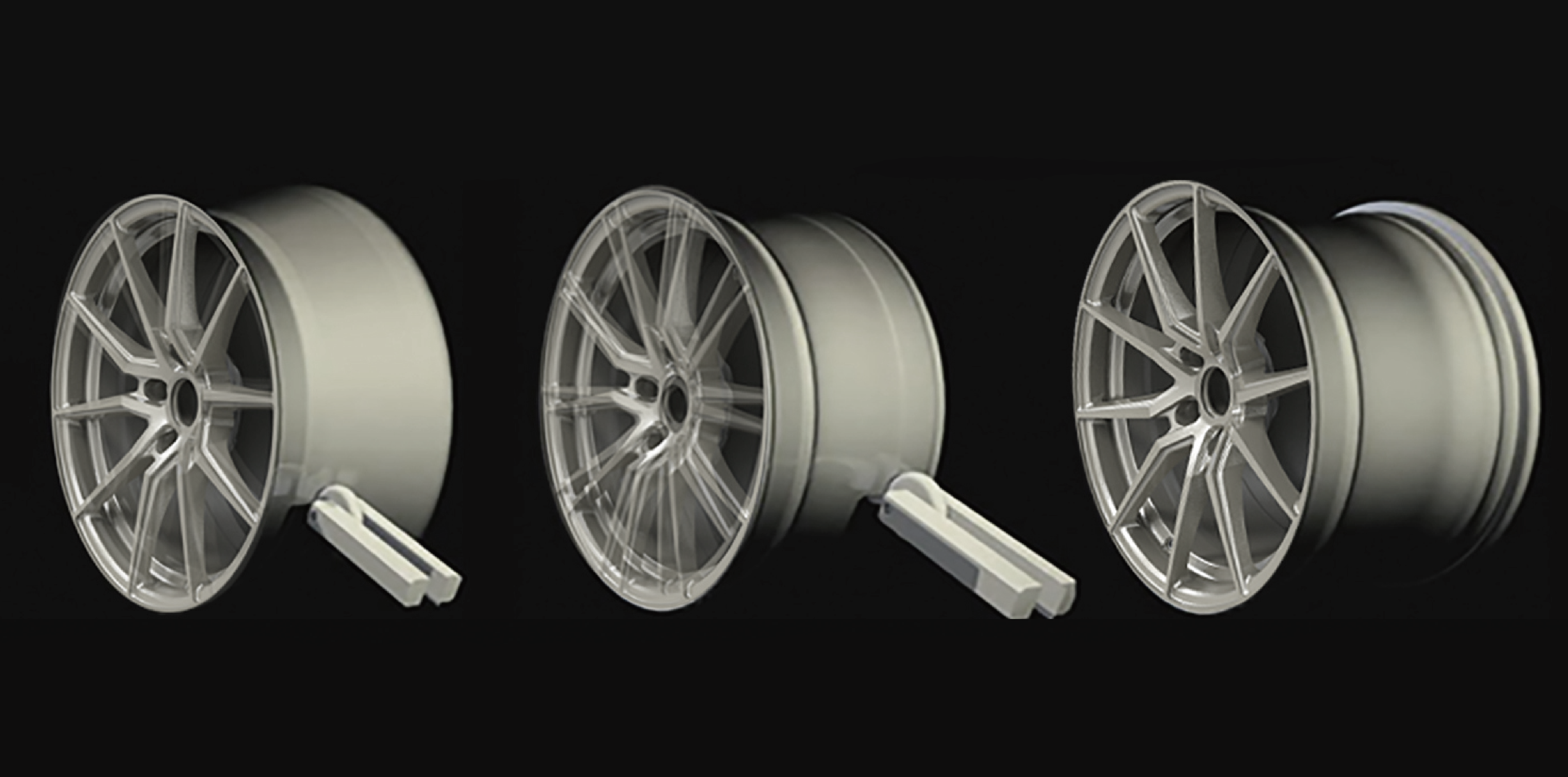
At this point, the barrel of our casted wheels are narrow and dense. This is because the flow forming process will stretch out the barrel.
After the wheel is mounted to the flow form machine, a hot flame is applied to the barrel of the wheel. While the wheel is steadily spinning, a roller is moved along the barrel of the wheel, causing the barrel to be stretched to the desired width.
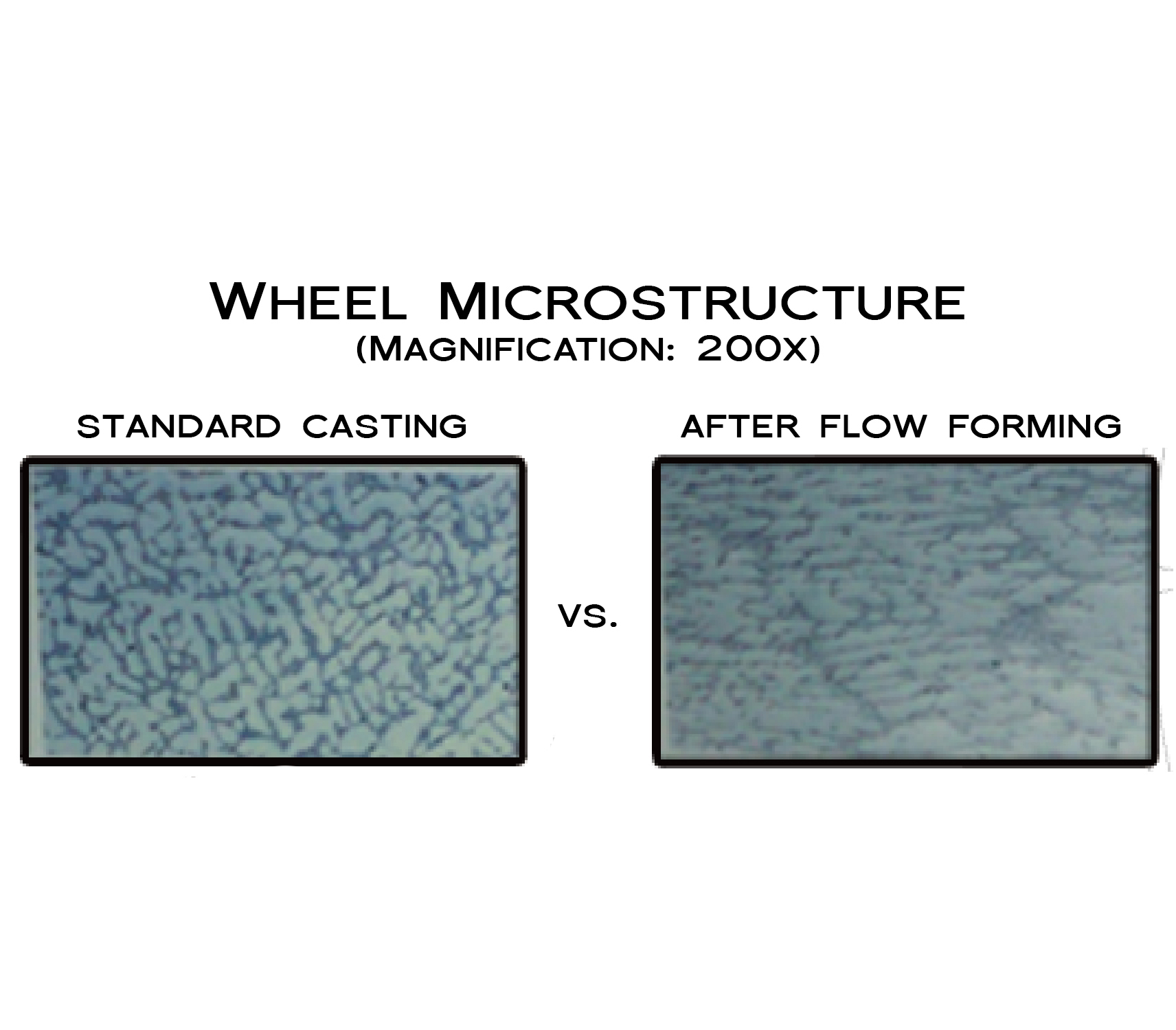
This graph shows the structural comparison of a standard cast wheel versus our flow formed wheel. Instead of a full sized cast wheel, our method of casting a wheel with a narrow and dense barrel allows us to stretch the barrel through flow forming, eliminating additional weight from excessive material.
Other than shaving off weight, the structural integrity of our wheels is boosted. When aluminum alloy is poured into a mold, pockets of air get trapped between the structure (shown by the dark lines in the picture). Although this issue is unavoidable, we are able to minimize it. By stretching out the barrel with our flow form process, we’re able to stretch out each air pocket and have the solid aluminum alloy structures sitting closer to each other, preventing breakage.

After getting finishing touches on the CNC machine and hand polished, our wheels are ready to be painted.
Each wheel is sprayed with a POWDER primer. Powder primers allow the paint to stick to the wheel stronger than liquid. Then, the wheels are put into a large oven to bake the primer into the wheel.
Once removed and cooled, layers of paint of the desired color are applied to the wheel. For its finishing touch, a clear coat is sprayed on, giving our wheel its matte finish.


When our wheels are finished, samples are picked from each batch to undergo multiple safety tests. The 13 Degree Impact Resistance Tester tests whether or not the wheel will break taking a large amount of force (up to 1150kg/2535lbs) at a 13 degree angle. The same test is also done to the wheel at a 90 degree angle.
The second picture shows our tensile test. A piece of the wheel is cut off and mounted to the apparatus. Then the aluminum alloy sample is slowly pulled apart, with a machine recording the amount of stress versus strain.
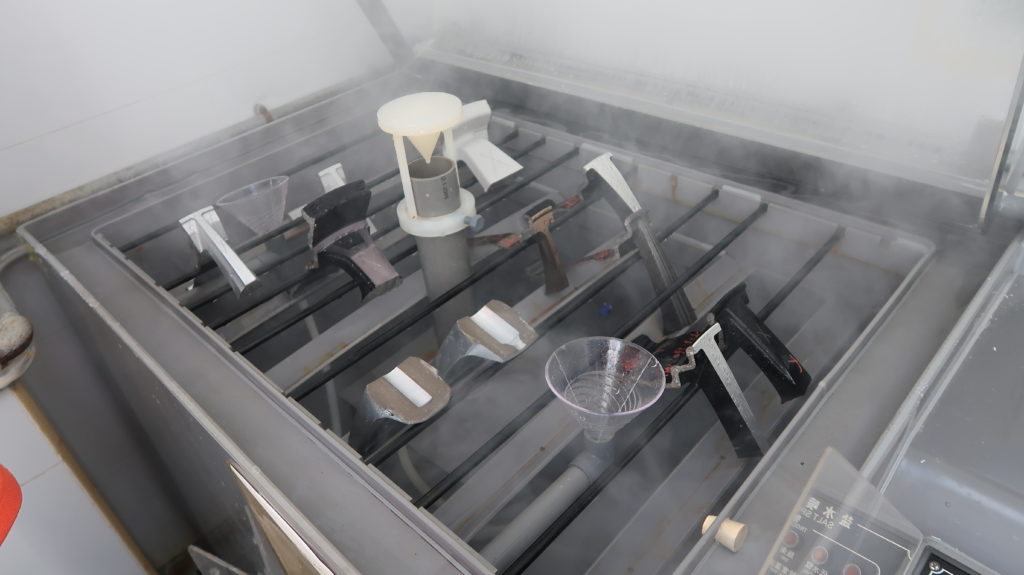
The salt spray test is how we ensure the quality of our wheels in harsh weather conditions. A piece of the wheel is broken off and put into the salt spray machine and left for long hours (up to a week). Afterwards, the piece of wheel is removed and checked for any signs of rust.
These are just a few of the safety tests we run on our wheels. Other tests not pictured include cornering, radial, and balance tests (meeting SAE J2530 standards).

Before our wheels are boxed, they are thoroughly inspected three times on a factory line. At the first inspection, a barcode is printed and put on the inside and outside of the wheel’s barrel. Each individual wheel receives its own code, so if any issues were to be found later down the line, we would be able to trace when the wheel was inspected.

After all the inspection and tests are done, our wheels are boxed and packed to be shipped to our warehouse in City of Industry, California (Los Angeles County), ready to be sent straight to your house!
Our wheels are also inspected before leaving our California warehouse, making sure the product you receive is of the best quality.
All our wheels come with a lifetime structural warranty and a two year paint warranty.


